
جوشکاری الکترود دستی

معرفی جوشکاری الکترود دستی (SMAW/MMA)
جوشکاری قوس الکتریکی با الکترود پوششدار که با نامهای SMAW (Shielded Metal Arc Welding) یا MMA (Manual Metal Arc) شناخته میشود، یکی از قدیمیترین و رایجترین روشهای جوشکاری در صنایع مختلف است. این روش به دلیل سادگی تجهیزات، انعطافپذیری بالا و یادگیری آسان، همچنان محبوبیت خود را حفظ کرده است. در فرآیند جوشکاری MMA از یک قوس الکتریکی برای ایجاد اتصال بین الکترود و قطعه کار استفاده میشود. این روش بیشتر برای جوشکاری دستی فولادهای ضخیمتر از ۳ میلیمتر کاربرد دارد. از آنجایی که هر الکترود تنها مقدار محدودی فلز جوش ایجاد میکند، لازم است الکترودها بهصورت مکرر تعویض شوند؛ موضوعی که بهرهوری آن را نسبت به برخی روشهای جوشکاری دیگر کاهش میدهد.
اصول عملکرد و تجهیزات جوشکاری MMA
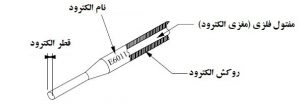
در جوشکاری الکترود دستی، حرارت ناشی از قوس الکتریکی بین الکترود مصرفی و قطعه کار موجب ذوب فلز و ایجاد اتصال میشود. جریان برق در این فرآیند میتواند مستقیم (DC) یا متناوب (AC) باشد. الکترود مصرفی دارای هستهای فلزی با پوششی خاص است که هنگام سوختن، گاز محافظ تولید میکند. این گاز نهتنها از حوضچه مذاب محافظت میکند، بلکه از جوشکار در برابر تشعشعات مضر نیز مراقبت مینماید. برای دستیابی به جوشی مستحکم و یکنواخت، باید از الکترودهایی با مغزی آلیاژی یا غیر آلیاژی مناسب استفاده کرد. هنگامیکه قوس الکتریکی بین سر آزاد الکترود و قطعه کار ایجاد میشود، الکترود به تدریج ذوب شده و فلز جوش را در محل اتصال رسوب میدهد و در نهایت باعث جوش خوردن دو قطعه میشود.
نامگذاری الکترودها در استاندارد A.W.S
صنعت جوش از این هنجارها و مقررات برای دسته بندی انواع الکترودهای جوشکاری استفاده می کند که به عنوان مشخصات شناخته می شوند. یک سیستم طبقه بندی تعریف شده توسط AWS به منظور کمک به شناسایی الکترودهای میله ای استفاده می شود.
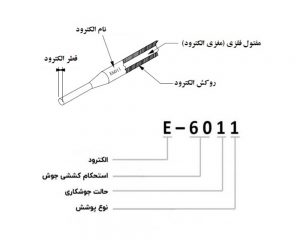
همانطور که مشاهده میکنید این نامگذاری ابتدا با حرف انگلیسی E شروع میشود و پسازآن یک عدد 4 و یا 5 رقمی میآید. که در ادامه بیشتر توضیح خواهیم داد.
-
نشانه اول:
E = حرف E در کد بالا نشان میدهد که این الکترود برای جوشکاری با الکتریسیته میباشد.علامت E به این معنی است که الکترود جوشکاری برق میباشد و باید با استفاده از برق با آنها کار نمود. بعضی از الکترودها بهصورت پوششدار و به جهت جوشکاری بهوسیلهی اکسی استیلن مورداستفاده قرار میگیرند. لازم به ذکر است بدانیم که اگر جوشکاری با گاز صورت گیرد، بهجای حرف E از RG در ابتدای نامگذاری استفاده میشود.
-
نشانه دوم:
60 = کشش گرده جوش برحسب پاوند بر اینچ مربع میباشد.نشانه دوم به معنی فشار کشش گرده جوش برحسب پاوند بر اینچ مربع میباشد و برای بهدست آوردن اطلاعات میبایست در 1000 ضرب شود با توجه به این اطلاعات فشار کشش گرده جوش این نوع الکترود 60000 پاوند بر اینچ مربع میباشد.
-
نشانه سوم:
1 = حالات مختلف جوشکاری را مشخص میکند.این نشانه مشخصکنندهی حالات جوش در دستگاه جوش اینورتر میباشد که از علامتهای 1، 2 و 3 تشکیلشده است درصورتیکه علامت سوم الکترود عدد 1 باشد میتوان از این الکترود در تمام حالات جوشکاری استفاده نمود. درصورتیکه علامت سوم الکترود عدد 2 باشد از الکترود میتوان در حالت سطحی و افقی استفاده نمود. درصورتیکه الکترودی خریداری کردهاید که علامت سوم آن 3 است تنها در حالت افقی میتوان از آن در دستگاه جوش استفاده کرد.
-
نشانه چهارم:
1 = ویژگیهای ظاهری گرده جوش و نوع جریان را مشخص میکند.این نشانه خصوصیات ظاهری گرده جوش و نوع جریان را مشخص میکند و از 0 تا 6 شمارهگذاری میشود. درصورتیکه عدد صفر بهعنوان نشانه چهارم مورداستفاده قرارگرفته باشد برای استفاده از این الکترود باید دستگاه جوش خانگی را به برق جریان مستقیم با قطب معکوس وصل کنید. این نوع از الکترودها جوشهای مقاومتری ایجاد میکنند. در صورت مشاهده عدد 1 در نشانه چهارم بدان معناست.که این الکترود میتواند با جریان مستقیم و غیرمستقیم جوشکاری را انجام دهد. درصورتیکه عدد 2 نشانه چهارم دستگاه جوش باشد از آن میتوان با برق مستقیم و غیرمستقیم استفاده کرد.درصورتیکه نشانه چهارم عدد 3 باشد از الکترود مربوطه میتوان با جریان AC متناوب استفاده نمود. درصورتیکه نشانه چهارم عدد 4 باشد نیز میتوان از الکترود با جریانهای AC و DC استفاده نمود. عدد 5 مربوط به استفاده از این الکترود با جریان DC میباشد و برای شکافهای باز و عمیق بهکاربرده میشود.
انواع الکترود در دستگاه جوش
الکترود به هر فلزی گفته میشود که در جوشکاری (محل جوش) استفاده میشود و الکتریسیته از آن عبور کند.الکترود به دو دسته تقسیم میشود: 1. مصرف شدنی و مصرف نشدنی 2. گاهی الکترد مصرف شدنی است و گاهی مصرف نشدنی.الکترود مصرف شدنی: برق عبور میکند و درز را پر میکند. در دستگاه جوش اینورتر و دستگاه جوش co2 یا Mig Mag 250، الکترود به صورت مصرف شدنی است.
الکترود مصرف نشدنی: در دستگاه جوش آرگون یا Tig از الکترود تنگستن که مصرف نشدنی است جهت ایجاد قوس استفاده میشود. این الکترود دیرگداز است و ذوب نمیشود و فقط برق را از خودش عبور میدهد. در اینجا لازم است جوشکار جهت تکمیل کار جوشکاری سیم جوش (مفتول یا فیلر پر کن هم گفته میشود) را بهکار تزریق کند.در اینجا جوشکار نمیتواند از ماسک دستی جهت رعایت نکات ایمنی استفاده کند. زیرا با یک دست مجبور است مفتول یا سیم جوش با دست دیگر انبر را هدایت کند. بنابراین ماسک کلاهی نیاز است که میتواند ماسک معمولی یا اتوماتیک باشد.از الکترودهایی که در دستگاه جوش خانگی مورداستفاده قرار میگیرند انتظار میرود که در تمام حالات مخصوصاً سربالا بتوانند جوشکاری را انجام دهند، همچنین بتوانند به روش نقطهجوش جوشکاری را انجام دهند.
در کنار همه این موارد جوشکاری باید سریع و تمیز انجام شود، مخارج یک جوشکاری باید حداقل ممکن شود. دستگاه جوش خانگی یکی از ابزارآلاتی است که به دلیل قابلیت حمل آسان آن میتوان از آن در فضاهای مختلف استفاده نمود. درصورتیکه مایلید تا یک دستگاه جوش خانگی مناسب برای کارهای جوشکاری سطحی خود تهیه نمایید پیشنهاد میکنیم با شمارههای موجود بر روی سایت تسلا تماس گرفته و از شرایط فروش دستگاه جوش خانگی اطلاع کسب نمایید.
پرکاربردترین الکترودها
قطر الکترود بستگی به نیاز مصرفی دارد که پرکاربردترین آنها در زیر اشارهشده است.
- الکترود شماره 2: جریان موردنیاز برای شروع کار حدود 80 تا 120 آمپر است. با توجه به این جریان کمکاربرد این الگوریتم بسیار کاربرد دارد.
- الکترود شماره 2.5: جریان موردنیاز برای شروع کار 100 آمپر تا 140 آمپر است. از پرکاربردترین الکترودها به شمار میآید. در وضعیت لولهکشی گاز خیلی کاربرد دارد.
- الکترود شماره 3.2: سازندگان کانال کولر و مصارف خانگی از این الکترود خیلی استفاده میکنند. جریان موردنیاز این الکترود 128 آمپر تا 160 آمپر است.
- الکترود شماره 4: در اسکلتسازی و صنایع نیمه سنگین کاربرد بسیار زیادی دارد. جریان موردنیاز این الکترود 160 آمپر تا 200 آمپر است.
- الکترود شماره 5: این الکترود در صنایع کشتیسازی و پتروشیمی کاربرد زیادی دارد. جریان موردنیاز این الکترود از 200 آمپر تا 250 آمپر است.
شاید برای شما هم سؤال پیشآمده باشد که چگونه جریان موردنیاز الکترود را تشخیص دهیم؟ یک رابطه ریاضی در انتخاب جریان موردنیاز الکترود وجود دارد. کافی است از فرمول زیر استفاده کنید.
مزیتهای جوشکاری الکترود دستی (SMAW)
- تجهیزات این دستگاه ارزان، ساده و قابلحمل است. این فرآیند جوشکاری مناسب تمام فلزات و آلیاژها است.
- مناسب برای جوشکاری قسمتهایی از سازه جوشی که محدودیت دسترسی دارند.
- بازه وسیع فولادهای ساده و آلیاژی که امکان جوشکاری با این فرایند رادارند.
محدودیتهای جوشکاری الکترود دستی (SMAW)
- نرخ رسوب کمتر نسبت به برخی از فرآیندها مانند GMAW یا همان جوشکاری CO2
- برای جوشکاری فلزات غیر آهنی مناسب نیست
- حساس به باد
جمعبندی: چرا جوشکاری الکترود دستی (SMAW/MMA) همچنان محبوب است؟
جوشکاری الکترود دستی (SMAW یا MMA) بهعنوان یکی از قدیمیترین و پرکاربردترین روشهای جوشکاری، همچنان جایگاه ویژهای در صنایع مختلف دارد. سادگی تجهیزات، قابلیت حمل بالا، هزینه پایین و امکان جوشکاری در موقعیتهای مختلف، این فرآیند را به گزینهای ایدهآل برای پروژههای متنوع صنعتی و خانگی تبدیل کرده است. با شناخت دقیق انواع الکترودها، استانداردهای نامگذاری آنها و تنظیم صحیح جریان، میتوان به جوشهایی باکیفیت و بادوام دست یافت.
با وجود محدودیتهایی مانند نرخ رسوب پایین و عدم کارایی برای فلزات غیرآهنی، جوشکاری SMAW همچنان یکی از بهترین گزینهها برای اتصال فولادهای کربنی و آلیاژی، بهویژه در پروژههایی با دسترسی محدود یا فضای کاری کوچک به شمار میرود. اگر بهدنبال راهی ساده، مؤثر و مقرونبهصرفه برای انجام جوشکاری هستید، SMAW انتخابی هوشمندانه خواهد بود.











